پروڈکٹ کا تعارف

مین فنکشن:
1. یہ مختلف ایلومینیم پروفائلز کے بڑھتے ہوئے سوراخوں، واٹر سلاٹس، لاک ہولز اور سائز کے سوراخوں کی پروسیسنگ کے لیے موزوں ہے۔
2. ایک ہی پروسیسنگ سطح پر تمام سوراخوں اور نالیوں کو ایک ہی کلیمپنگ آپریشن میں پروسیس کیا جا سکتا ہے، جس میں کام کرنے کی انتہائی اعلی کارکردگی ہے۔
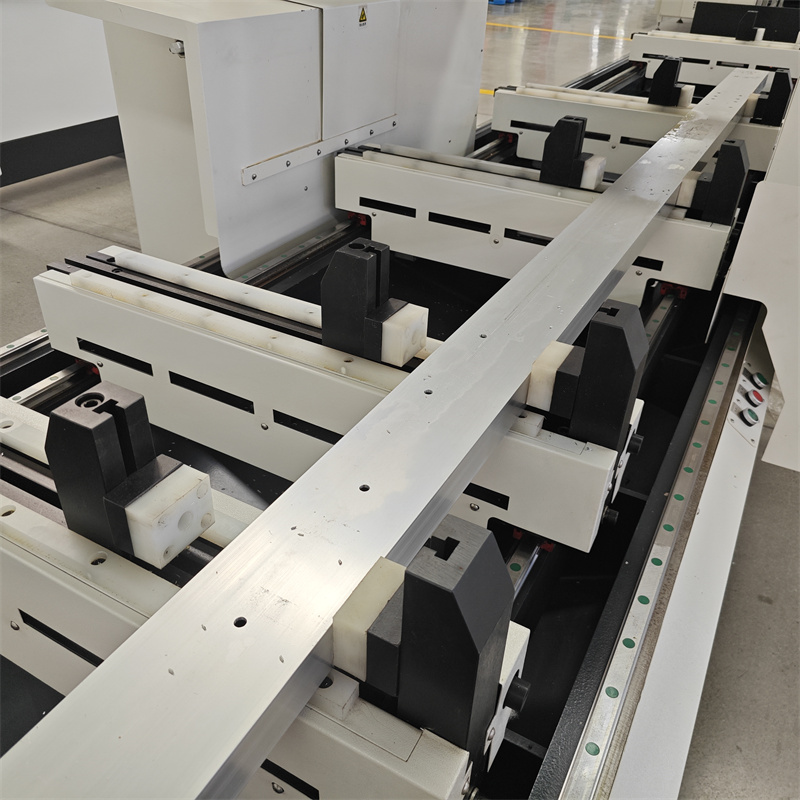
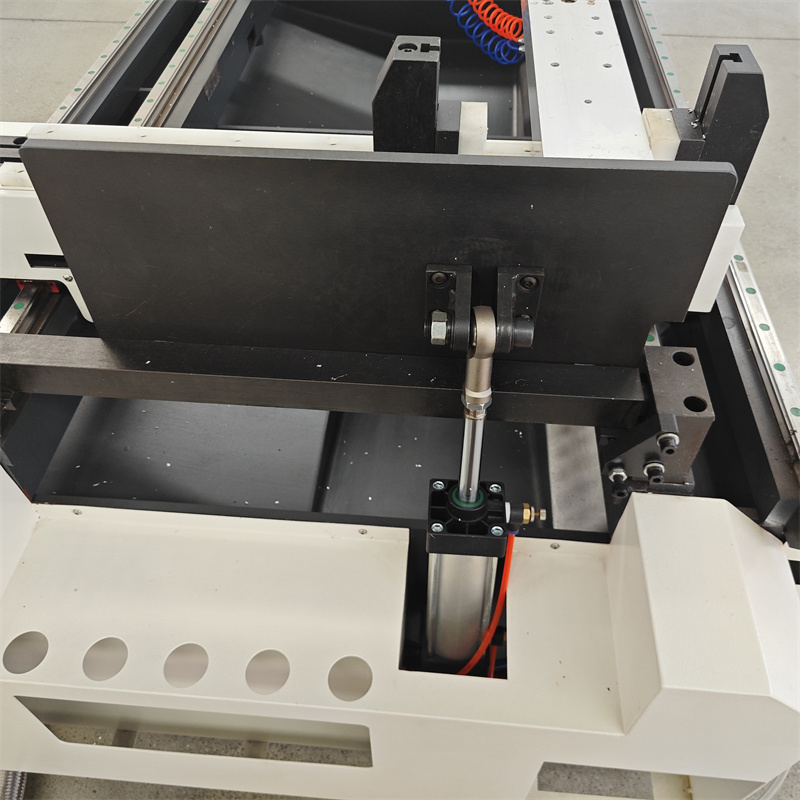
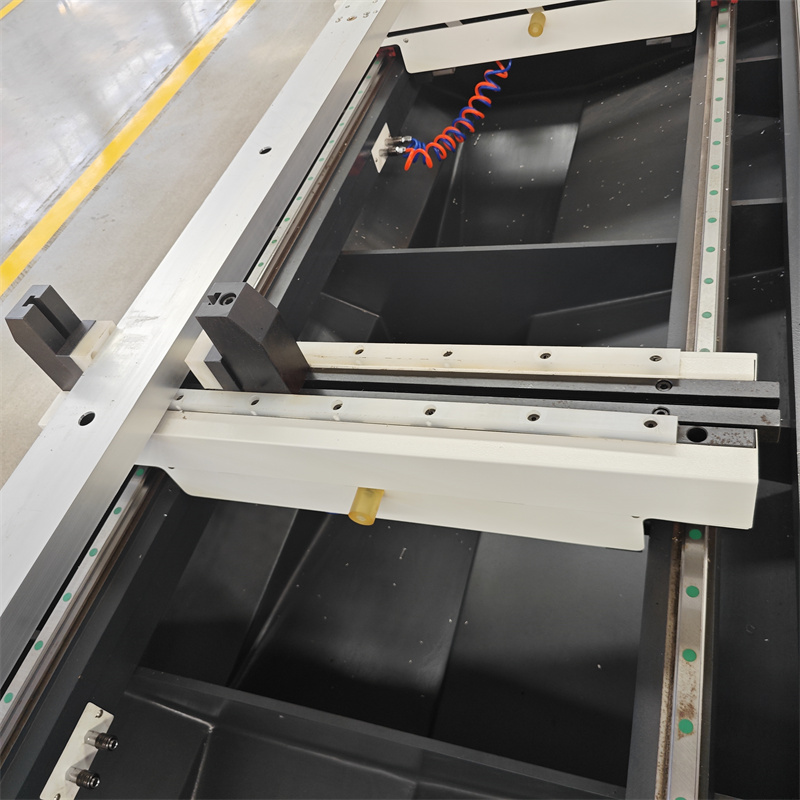
3. ورک بینچ: حرکت پذیر ورک بینچ؛ نیومیٹک کلیمپنگ، ورک بینچ کی اونچائی زمین سے 800 ملی میٹر۔
4. 6-اسٹیشن موبائل روٹری ٹول میگزین اور خودکار ٹول چینج سے لیس۔
5. آپریٹنگ سسٹم: جرمن PA CNC کنٹرولر کو اپنائیں.
6. خودکار چکنا کرنے کا نظام: متحرک میکانزم کے بیچ میں وقفے وقفے سے خودکار چکنا؛
7. ٹول کولنگ کا طریقہ: آئل مسٹ کولنگ سسٹم اپنایا جاتا ہے۔
8. اختتامی پوزیشننگ ڈیوائسز کے دو سیٹ: X-axis پوزیشننگ کے لیے فلپ پلیٹ پوزیشننگ بافل کا استعمال کرتے ہوئے، سامنے اور پیچھے ڈبل سٹیشن پروسیسنگ میں تقسیم کیا جا سکتا ہے۔
9. ٹول سیٹنگ فنکشن: سپنڈل ٹول خود بخود ٹول کی لمبائی سیٹ کرتا ہے اور اسے پروگرام کے مطابق اپ ڈیٹ کرتا ہے۔
10. حفاظتی تحفظ: سپلیش کی روک تھام؛ کام کی وارننگ؛ کام کے علاقے کی حفاظت، وغیرہ؛
اہم تکنیکی پیرامیٹر
| مواد | یونٹ | پیرامیٹر | |
| پروسیسنگ سائز | X | mm | 6500 |
| Y | mm | 600 | |
| Z | mm | 300 | |
| پروسیسنگ کی درستگی | پوزیشن | mm | ± 0.1 |
| پوزیشننگ کو دہرائیں۔ | mm | ±0.05 | |
| ڈرلنگ اور گھسائی کرنے والی عمودی پن | ملی میٹر/ملی میٹر | 0.1/100 | |
| سطح کی کھردری کاٹنا | um | Ra6.3 um | |
| فیڈ کی رفتار | ایکس محور | منٹ/منٹ | 80 |
| Y-axis | منٹ/منٹ | 30 | |
| Z-axis | منٹ/منٹ | 15 | |
| آلے کی تبدیلی کا وقت | S | 1 0 | |
| تکلا | طاقت / رفتار | kw/rpm | 9/2 4000 |
| سرو موٹر (یاسکاوا، جاپان) | X | K | 1.80 |
| Y | K | 1.3 | |
| Z | K | 0.85 | |
| آر (ٹول میگزین) | K | 0.4 | |
| سنبھالنا | ISO30 ER25 | mm | Ø 16 |
| مشین ٹول کے طول و عرض | mm | لمبائی 7500 × چوڑائی 1800 × اونچائی 1600 | |
| برقی کابینہ کے طول و عرض | mm | 1200 × 1600 × 600 | |
| مطلوبہ طاقت کا ذریعہ | بجلی کی فراہمی | کے وی اے | 13KW 380V 30A |
| ہوا کا دباؤ | ایم پی اے | 0.6 سے 0.8 | |
پروڈکٹ کی تفصیلات